欢迎来到合肥金屋顶新能源有限公司官方网站!
欢迎来到合肥金屋顶新能源有限公司官方网站!


研究过氧化二异丙苯 ( DCP) 、复配交联剂 ( T-50) 两种固化剂与太阳能光伏发电组件用乙烯-醋酸乙烯共聚物 ( EVA) 封装胶膜各项性能的关系。结果表明,工艺条件选取固化温度为 120 ℃,固化时间为 16 min,固化压力为 5 MPa 时,以 T-50 交联的 EVA 胶膜的初始流变性无变化; 固化后,当 T-50 加入量为 1. 6%时,EVA 胶膜交联度增至 96. 94%,拉伸强度增至 14. 56 MPa,断裂伸长率降至 466%。热重分析显示以 T-50 为交联剂时 EVA 胶膜的热稳定性略有提高。T-50 可替代 DCP 作为 EVA 胶膜的固化剂使用,且可降低光伏发电组件的组装温度。
全球范围内倡导资源循环利用以解决日益突出的生态环境问题的影响下,具有环保、可再生特质的新能源因其环保、可再生的优势,跃入人们的视野,备受瞩目。太阳能电池组件即是作为光电转换技术的载体将太阳能这一新能源为人类所利用。在使用过程中,研究者发现太阳能电池组件中的封装材料在很大程度上会影响其光电转换效率、使用寿命等。而有机高分子乙烯-醋酸乙烯酯 ( EVA) 胶膜以其突出的综合性价比,以绝对优势占据了太阳能电池封装材料的市场。
作为封装的关键材料,胶膜的主要作用是保护太阳能电池并将电池与盖板、背板材料紧密贴合成为一个整体。EVA 封装胶膜属于热固性材料,在封装层压过程中在一定温度、压力下发生化学交联反应,进而实现良好的粘接。交联剂常采用过氧化二异丙苯( DCP) ,而 DCP 需在 140 ~ 160 ℃的高温条件下发挥作用,此时会因各组件间的线膨胀系数的差异,产生一部分内应力,封装完成组件温度降至室温,因各组件导热系数的差异,又产生一部分内应力,两部分内应力累积,最终将导致各组件间脱层、起泡、褶皱等现象的发生,降低太阳能电池的使用寿命。因此,选用合适的助剂,尽量降低 EVA 胶膜的封装层压温度,避免因此带来的产品缺陷,延长太阳能电池组件的使用寿命,也成为研究者们亟待需要解决的问题之一。
本文研究了一种可用于固化 EVA 胶膜,且固化温度较 DCP 低,力学性能无显著下降的固化剂 T-50 对EVA 材料性能的影响,以期为今后太阳能电池更有效地开发利用提供一定的理论指导。
1 实验部分
1.1 主要原料
乙烯-醋酸乙烯酯 ( EVA) : 14-2,北京东方石油化工有机化工厂; 硅烷偶联剂: Si69,衡水恒信化工有限公司; 抗氧剂: 1010,郑州聚力化工产品有限公司; 三烯丙基异氰尿酸酯: TAIC,山东佰仟化工有限公司; DCP: 中国石化上海高桥化工公司; 复配交联剂: T-50,衡水信华化工公司; 氧化锌 ( ZnO) :石家庄宏达锌业有限公司; 二甲苯: 天津市恒兴化学试剂制造有限公司。
配方组成 ( %) : EVA,100; Si69,0. 1; 抗氧剂 1010,0. 2; TAIC: 0. 4; DCP,0. 4 ~ 1. 6; T-50,0.4 ~ 1. 6; 其他,3. 3。
1.2 仪器与设备
开炼 机: SK-160,大 连 嘉 尔; 硫 化 仪: MZ-4010B1,江苏明珠; 平板硫化机: XLB-D1. 00MN,青岛嘉瑞; 电子万能试验机: UTM4204,深圳三思纵横; 热重 ( TG) 分析仪: TGA4000,美国 PE; 场发射扫描电镜 ( SEM) : Merlin compact,德国卡尔蔡司; 热机械 ( DMA) 分析仪: DMA8000,美国 PE。
1.3 性能测试
交联度: 溶剂回流法; 拉伸性能按照 GB /T 1040-1992,II 型试样,拉伸速度 500 mm /min; DMA测试: 频率 2 Hz,振幅 0. 03 mm,温度范围-75 ℃ ~75 ℃,升温速率 10 ℃ /min; TG 测试: 温度 50 ~ 600 ℃,升温速率 20 ℃ /min; SEM 测试: 电压 10 kV,放大倍数为 3 000。
2 结果与讨论
2. 1 流变性能
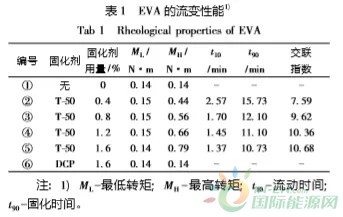

图 1 为 EVA 交联前后的表面结构。未交联 EVA表面有模压成型时因模具表面有划痕所产生的横纵条纹,溶于溶剂全部溶解; 交联后的 EVA 因产生不溶于溶剂的体型交联结构而部分溶解,不溶部分的结构随 T-50 用量的增加而更趋于均匀、规整化。
表 2 数据表明,无交联剂添加的 EVA 为线型结构,交联度为 0,添加 DCP 的 EVA 因在 120 ℃ 不发生化学交联反应,交联度也为 0,加入 T-50 时,交联度随 T-50 加入量的增加而增加,这是由于 T-50 在EVA 中的含量增加,可以形成更多的化学交联键,一定长度的大分子链上的交联键数目增加,形成了更密集的体型交联结构所致,与 SEM 的定性分析相符。

力学性能方面,因 DCP 在 EVA 未发生化学交联反应,仅起到了填充剂的作用,可视为在 EVA 中引入了杂质,破坏了 EVA 整体的规整结构,故 Ts、Eb均较未添加固化剂的纯 EVA 的 Ts、Eb低。随着 T-50用量的增加,以其交联的 EVA 的 Ts 增大,且均高于纯 EVA; Eb降低。原因为 T-50 用量增加,形成了更多的分布较均匀的交联键,连接于 EVA 大分子链之间,当 EVA 在外力作用下产生变形时,交联键的存在可防止大分子链间的滑脱,同时还可分担部分由大分子链传导来的外力,从而使得 EVA 整体上承受外力的能力增强,即 Ts 增大; 同时,交联键的存在也限制了 EVA 大分子链的空间运动,使其柔顺性下降,刚性增加,外力作用下,较小的伸长变形即可使EVA 聚集较大的力,即材料发生断裂破坏时的 Eb 会随交联键数目的增加而下降。
2. 3 热重分析
由以上信息可知,EVA 的热降解分两步进行,第一阶段降解温度在 300 ~ 400 ℃,主要发生的是醋酸乙烯结构中的羧酸脱除,生成酮、一氧化碳、二氧化碳、水等; 第二阶段降解温度在 400 ~ 500 ℃, EVA 主链以随机断裂的形式生成乙烯、丁烯等不饱和脂肪烃。温度至 600 ℃时,均降解彻底。
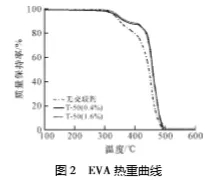

EVA 降解两个阶段中的最大失重速率分别出现在约 353 ℃ 及 463 ~ 469 ℃ 处。第一阶段的降解与EVA 是否有化学交联结构无明显关系,降解温度无明显变化,但失重速率随化学交联结构的增加稍有降低,可能是交联结构的存在可在一定程度上阻碍了EVA 的侧基消除降解过程,热稳定性略有改善。第二阶段的降解特点是随着 T-50 的含量增加,出现最大失重速率的温度稍有增加,但最大失重速率均高于纯 EVA。原因可能为未完全发生交联反应的 T-50 在此温度下产生了可加速 EVA 主链断链降解的物质,该物质的催化降解作用随着化学交联结构的越来越完整、紧密而有所下降,但与化学交联相比,仍占据优势地位,最终出现交联的 EVA,最大失重速率较纯EVA 的为高。
2. 4 热机械分析
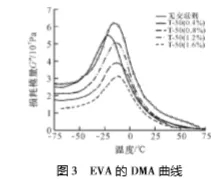
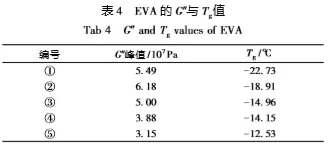
结合图、表中信息,存在化学交联结构的 EVA的 Tg较无交联结构的 EVA 的 Tg高,且随着 T-50 用量的增加,Tg向高温方向偏移。产生该结果的原因为T-50 用量增加,会使 EVA 形成更多的化学交联结构,化学键的存在不仅使大分子链之间得以结合,自身的体积也占据了大分子链的运动空间,两种作用最终均使 EVA 大分子链的运动受阻,进而 Tg 升高。此外, EVA 的损耗模量随 T-50 用量的增加而降低,表明因T-50 的加入而生成的化学交联结构在一定程度上阻碍了 EVA 分子链的运动,缩短了交联点之间的分子链长,降低了分子链之间的摩擦损耗,使得 EVA 的黏性下降,刚性有所增加。
3 展望
光伏产业在全球大力开发清洁新能源的环境背景下,得到了异常迅速的发展。我国已是世界上最大的太阳电池及组件的生产基地,封装胶膜无论从研发实力、产品质量方面均在不断地提高,但高性能EVA 胶膜仍需依赖进口,严重制约我国光伏产业的发展。因此研究出高性能的封装胶膜,从改进配方、改进工艺、改性 EVA、开发 EVA 替代品等方面出发,优化改善封装胶膜的透光、散热、粘接、耐老化等性能,最终减缓光伏电池的衰竭速率、提高使用寿命、降低进口依存度,是研究者们需要加大力度攻关的课题。
4 结论
1) 120 ℃ 条件下,T-50 可与 EVA 发生化学交联,随加入量 0% ~ 1. 6%的增加,EVA 初始黏度无变化,固化时间缩短,固化效率增加。
2) T-50 用量 0% ~ 1. 6%的增加,EVA 的交联度增加,含量 1. 6%时达 96. 94%; 拉伸强度增大,含量 1. 6% 时达 14. 56 MPa; 断裂伸长率下降,含量1.6%时达 446%。
3)采用 T-50 固化的 EVA 对其热稳定性略有提高。
4) 采用 T-50 固化的 EVA 的 Tg随 T-50 用量的增加而提高,刚性增加。
5) T-50 固化剂可用于 EVA 的交联,与 DCP 相比,可降低固化温度,进而降低生产成本。